诺诚NC转换器破解版
v6.1 免费版大小:16.16 MB更新:2019/01/28
类别:文件处理系统:Winll
分类分类
大小:16.16 MB更新:2019/01/28
类别:文件处理系统:Winll
解压密码:www.itmop.com
诺诚NC转换器破解版专业化的nc转换工具,主要是对数控文件进行加工优化,此番带来的最新版本,相比前作来说,功能特性增强了不少,有需要的用户,可以来IT猫扑下载!
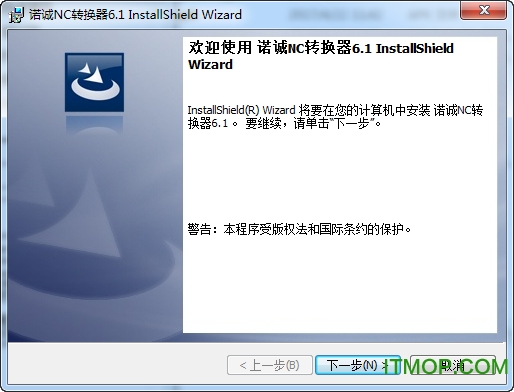
1、和其它windows应用程序类似,软件安装后,在电脑桌面上和开始菜单的程序组里都会有诺诚NC转换器的快捷方式。双击桌面上的快捷方式,或者选择开始菜单中的“所有程序”—— “诺诚NC转换器6.1”,都可以打开程序。
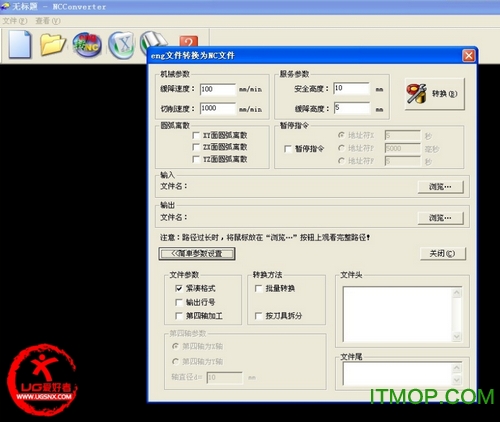
2、软件启动画面消失后,会自动出现下面的“eng文件转换为NC文件”对话框。
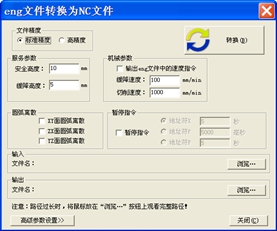
对话框中的参数含义说明如下。
前面已详细说明缓降速度、切削速度、安全高度和缓降高度的含义,不再重述。
文件精度:
选中标准精度,生成的nc文件中的坐标值精确到小数点后3位小数;选中高精度,生成的nc文件中的坐标值精确到小数点后4位小数。
输出eng文件中的速度指令:如果不选中复选框,生成的nc文件中的切削速度是这里的设定值;如果选中了复选框,生成的nc文件继承了eng文件中的速度值。
注意事项:
1.只能转换出En3d5.x、eng5.01格式的eng文件中的速度值。
2.无论是否输出eng文件中的速度指令,转换出的nc文件都包含这里设定的缓降速度。
圆弧离散:有些数控系统不能识别G代码文件中的圆弧运动指令G02和G03;也有些数控系统虽然能识别圆弧指令,但不能识别大于四分之一圆弧的圆弧指令;还有些数控系统只能识别XY平面上的圆弧运动指令。同时,各种数控系统对圆弧指令的具体格式也有要求。如果您使用的数控系统不能很好的识别本软件系统生成的圆弧指令,就需要对圆弧进行离散,把圆弧离散为短直线输出。选中“XY面圆弧离散”,把XY平面上的圆弧离散为短直线输出;选中“ZX面圆弧离散”,把ZX平面上的圆弧离散为短直线输出;选中“YZ面圆弧离散”,把YZ平面上的圆弧离散为短直线输出。圆弧指令具有加工质量好、加工效率高、机床运动平稳、文件小有利于传输和加工等优势。因此我们建议,除非不用不行,不要选择圆弧离散。
暂停指令:如果nc文件中没有暂停指令,刀具以缓降速度下刀进入材料之后,会马上变换为以切削速度运动,来切削工件。您可能出于工艺上的需要,想让刀具在以缓降速度下刀进入材料之后,以切削速度加工工件之前作短暂的停顿。暂停指令就是专门为满足您上述需要而设置的。选择暂停指令后,生成的nc文件中会包含下刀后延迟的指令。使用包含暂停指令的nc文件驱动机床加工工件时,刀具在以缓降速度下刀进入材料之后,会作短暂的停顿,然后以切削速度运动,加工工件。暂停指令为G04,其格式如下:
G04 X_____
或
G04 P_____
或
G04 F_____
上面X、P、F均为地址符,其后为暂停时间。其中地址符X、P适用于和fanuc系统兼容的数控系统以及fanuc系统;地址符F适用于和西门子系统兼容的数控系统以及西门子系统。地址符X、F后的时间单位是秒;地址符P后的时间单位为毫秒。秒和毫秒之间的换算关系为:1秒=1000毫秒。您要根据您的数控系统对G代码指令的要求选择合适的地址符。选择地址符P时,后面设定的时间必须为整数。下面举例说明暂停指令的用法。比如,如下图所示,您设定了暂停指令有效,并选择了地址符X。
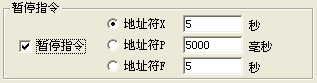
生成的G代码文件中会包含下面的指令G04X5
表示暂停5秒钟。
如果如下图所示,您设定了暂停指令有效,并选择了地址符P。
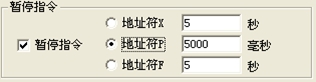
生成的G代码中会包含下面的指令
G04P5000
表示暂停5000毫秒。
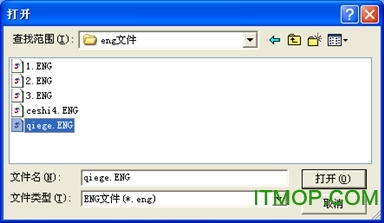
3、在上面对话框中设定好各项参数后点击“输入”栏中的浏览按钮。
4、执行完第四步出现下面选择文件对话框,在其中选择打开要转换的eng文件。
5、点击转换文件对话框 “输出”栏中的 按钮,打开下图所示的浏览文件夹对话框,可在其中选择输出nc文件的存储位置。
按钮,打开下图所示的浏览文件夹对话框,可在其中选择输出nc文件的存储位置。
注:如果不执行这步操作,nc文件默认存储在eng文件所在的文件夹中。
6、点击上面对话框中的 按钮,关闭对话框。点击eng文件转换为NC文件对话框中的按钮
按钮,关闭对话框。点击eng文件转换为NC文件对话框中的按钮 ,开始转换文件。
,开始转换文件。
7、转换完后出现下面的对话框,提示转换完成。

8、点击第八步对话框中的关闭按钮“ ”,关闭对话框,完成文件转换。在转换文件对话框中的“输出”栏中显示的位置保存生成的nc文件。
”,关闭对话框,完成文件转换。在转换文件对话框中的“输出”栏中显示的位置保存生成的nc文件。
9、如果要继续进行文件转换,继续从上面的第四步开始执行即可。如果不再转换文件,点击文件转换对话框中的 按钮,然后点击程序窗口右上角的
按钮,然后点击程序窗口右上角的 按钮,关闭程序。
按钮,关闭程序。
1.把eng文件转换为通用G代码nc文件。
2.转换eng文件中的F指令和S指令。
3.对eng文件进行批量转换。【这个功能对要一次转换多个eng文件的使用者非常有用】
4.按刀具拆分nc文件。软件在转换包含多把刀路径的eng文件时,可以自动生成多个nc文件,每个nc文件对应一把刀具。
5.生成第四轴加工代码。把三轴加工的eng文件转换为旋转轴加工代码。此文件可驱动您的机床进行转轴加工。
6.在对eng文件转换时可以自动添加下刀后暂停指令G04,满足特定用户的特殊要求。
7.自动对通用nc文件添加下刀后暂停指令G04。
1.完善了文件编辑功能。
2.修正了转换某些包含多把刀具文件时,刀具信息错乱的问题。
3.修正了转换 JDPaint5.5 格式文件时,圆弧离散功能存在的问题。
4.增加功能,批量转换 JDPaint5.5 格式文件;对 JDPaint5.5 格式文件按刀具拆分。
PDFXEdit中文免安装版文件处理39.95 MBv8.0 最新版
详情ISO2GOD(iso转god软件)文件处理1,012.00 KBv1.3.6 绿色版
详情diskinternals linux reader(查看Linux分区文件)文件处理45.00 MBv4.6.1 汉化绿色便携版
详情诺诚NC转换器绿色版文件处理5.10 MBv4.0 单文件版
详情Beyond Compare 4破解版文件处理14.07 MBv4.4.1.26165 中文免费版
详情pdf xchange editor(PDF编辑器)文件处理51.79 MBv7.0.326.1 绿色破解版
详情beyond compare3绿色破解版文件处理3.22 MBv3.3.12 中文注册破解版
详情Windows Texture Viewer(WTV dds文件查看器)文件处理83.00 KBv0.89b 绿色版
详情Foxit PDF Editor免费版(pdf编辑器软件)文件处理3.94 MBv2.2.1.1119 汉化优化特别版
详情诺诚NC转换器破解版文件处理16.16 MBv6.1 免费版
详情duplicate cleaner pro (重复文件查找王)文件处理19.90 MBv4.1.4 中文绿色破解版
详情quite hot imposing(PDF拼版增效工具)文件处理27.00 MBv4.0b 中文汉化版
详情TextSeek(全文搜索工具)文件处理67.70 MBv2.8.2316 官方安装版
详情福昕风腾pdf套件金山版免激活永久授权版文件处理54.50 MBv6.0.6.715 标准版
详情AnyTXT Searcher(文本内容搜索工具)文件处理34.30 MBv1.2.719 绿色免费版
详情IC客栈M1卡分析助手文件处理1.10 MBv2.5 最新版
详情fastcopy(电脑文件极速复制)文件处理1.67 MBv4.2.0 绿色汉化版
详情文件同步分享工具(Resilio Sync)文件处理12.50 MBv2.6.3.1340 官方版
详情UltraCompare Professional Portable文件处理89.00 MBv21.10.0.10 绿色便携汉化版
详情typora绿色版文件处理39.83 MBv0.11.13 中文版
详情点击查看更多
Sync Breeze Ultimate同步微风终极版文件处理13.12 MBv14.2.28 官方免费版
详情curl windows 64位文件处理3.90 MBv7.64.0 官方版
详情Resample.xfm文件处理38.00 KB
详情OSS Browser(oss浏览器)文件处理64.00 MBv1.7.3 官方版
详情海康智存pc版文件处理70.62 MBv1.3.1 官方版
详情TeamDoc文档管理系统文件处理7.85 MBv2.1.40试用版
详情LANDrop中文版文件处理45.00 MBv0.4.0 官方版
详情PDFXEdit中文免安装版文件处理39.95 MBv8.0 最新版
详情AnyTXT Searcher(文本内容搜索工具)文件处理34.30 MBv1.2.719 绿色免费版
详情Windows Texture Viewer(WTV dds文件查看器)文件处理83.00 KBv0.89b 绿色版
详情Clover(三叶草资源管理器)文件处理11.10 MBv3.5.6.11206 官方中文版
详情Vistanita Duplicate Finder(重复文件查找删除)文件处理1.79 MBv3.9.6 汉化绿色版
详情福昕高级pdf编辑器注册机文件处理1.94 MBv9.2.0.9297 绿色版
详情IC客栈M1卡分析助手文件处理1.10 MBv2.5 最新版
详情fastcopy(电脑文件极速复制)文件处理1.67 MBv4.2.0 绿色汉化版
详情诺诚NC转换器绿色版文件处理5.10 MBv4.0 单文件版
详情pdf xchange editor(PDF编辑器)文件处理51.79 MBv7.0.326.1 绿色破解版
详情TextSeek(全文搜索工具)文件处理67.70 MBv2.8.2316 官方安装版
详情GetWindowText获取窗口内容文件处理156.00 KBv4.33 绿色版
详情pdf recovery toolbox(PDF文件修复工具)文件处理3.32 MBv2.7.15.0 最新版
详情点击查看更多
Total Commander破解版文件处理7.20 MBv9.22 多国语言绿色特别版
详情意天文件恢复大师文件处理1.53 MBv1.0.0.36 官方版
详情天乐批量提取文件名称软件文件处理312.00 KBv1.0 绿色免费版
详情多标签文件管理器(XYplorer)文件处理4.38 MBv23.00.0000 绿色专业注册版
详情ef批量更名器(文件名批量替换)文件处理1.01 MBv1.0.0 中文绿色版
详情grepWin(文件搜索工具)文件处理192.00 KBv2.0.5 免费英文版
详情隐身侠隐私文件夹加密软件文件处理23.70 MBv4.1.2.0 官方永久免费版
详情Allway Sync(文件同步备份软件)文件处理6.26 MBv10.58 中文专业注册版
详情ExtremeCopy Pro(极速增强文件复制软件)文件处理4.78 MBv2.3.4 简繁体中文注册版
详情Abex Document Converter Pro(全能文档转换软件)文件处理33.65 MBv3.8 中文汉化完美版
详情注册表定位器文件处理493.00 KBv1.3.0.0 绿色免费版
详情海啸大文件分割器文件处理36.31 MBv1.0.151203 中文绿色版
详情DiskInternals ZIP Repair(zip损坏文件修复工具)文件处理503.00 KBv1.1 官方安装版
详情多可档案管理系统文件处理315.00 MBv6.1.9.3 官方版
详情txt转换器合集(把其它格式文件转换为TXT文件)文件处理1.33 MB绿色版
详情单身狗重复文件清理软件文件处理8.90 MBv1.2.5 官方版
详情全能王PDF转换器文件处理1.62 MBv7.2.0.0 安装版
详情邓西百度网盘批量分享工具文件处理41.30 MBv1.0 20190916 官方版
详情全能王PDF编辑器最新版文件处理1.50 MBv2.0.0.2 官方版
详情嗨格式PDF转Excel转换工具文件处理35.84 MBv1.0.13.109 官方最新版
详情点击查看更多