AutoForm Plus R7(钣金成型软件)
最新破解版大小:2.93 GB更新:2017/04/27
类别:3D制作类系统:Winll
分类分类
大小:2.93 GB更新:2017/04/27
类别:3D制作类系统:Winll
解压密码
www.0daydown.com
0daydown.com
0daydown

AutoForm Plus R7是一款数字钣金设计仿真软件,全新的版本全新的功能,强化了设计仿真和补偿,是一款高度专业化的钣金设计软件,搞机电的筒子们,有需要的就来IT猫扑下载吧!
AutoForm Plus R7破解版是一款中文版的汽车与磨具设计的冲压成型仿真软件,这个版本是一个AutoForm的完整的软件套件的进一步发展和提高综合数字化工艺规划的重要方面,功能比之前更加好用,
AutoForm R7汉化破解版允许用户通过一组新的强大的功能扩展数字过程链。
此版本中包括的几个新选项,例如drawbead建模,空白定义,增强的回弹补偿,系统过程改进以及完全集成的折边解决方案,进一步展示和强调AutoForm的持续努力,以简化和加速整个板材的工程过程金属成形。
AutoForm为模具制造和钣金成形行业提供了软件解决方案。
应用 AutoForm 软件可以提高规划的可靠性,减少模具调试的次数和调试时间,因而有足够的信心设计出更高质量的零件和模具同时大幅减少生产中的停机时间和废品率。
基于实际工业技术和板料成形技术,AutoForm有一套完整集成的系统,能用高度专业化的功能来分析、审查和优化工艺链的每个阶段。
AutoForm plus R6最重要的创新之一就是被称为拉延筋的调整策略,结合自适应的线形筋来使用。
这一创新背后主要的想法是支持用户通过简便的操作和实际模型确定和优化拉延筋。调整策略定义了调整顺序、尺寸和范围,拉延筋参数和拉延筋形状同步作出调整,包括拉延筋高度,拉延筋半径或凸、凹模半径。在该模型中,用户可以通过调整单一参数来实现所有的调整方案。
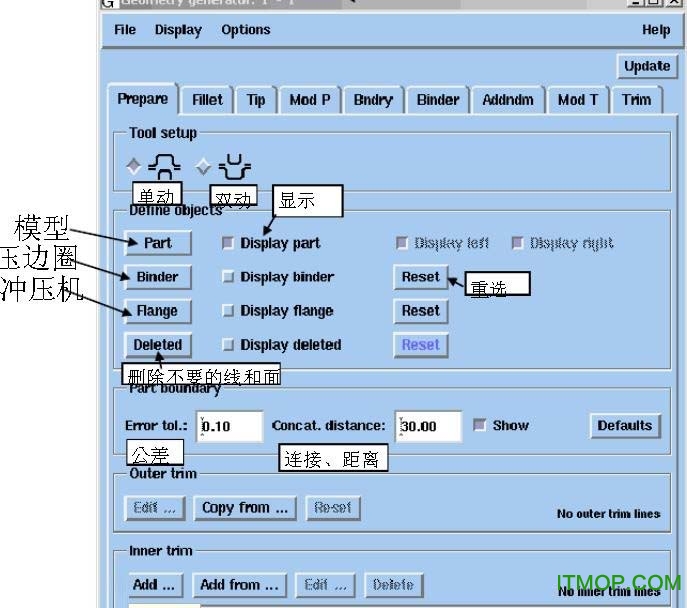
用AUTO FORM 打开IGES文件后,自动出现下一对话框
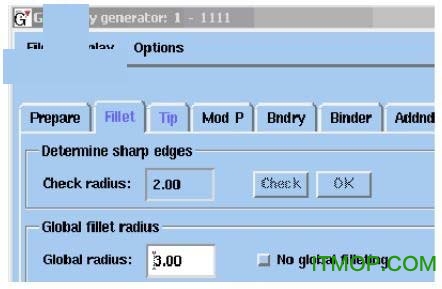
本步骤主要是检查模型中有没有锋利的刃口
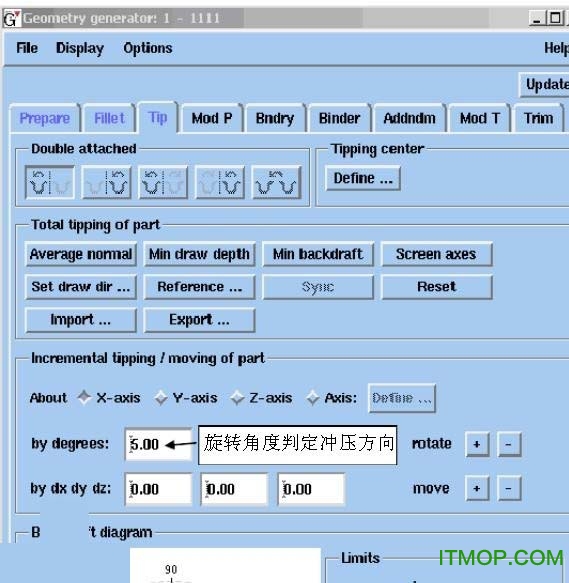
注意:设定冲压方向后,模型中有红色出现,表明该处的面于冲压方向的角度是负角或直角。
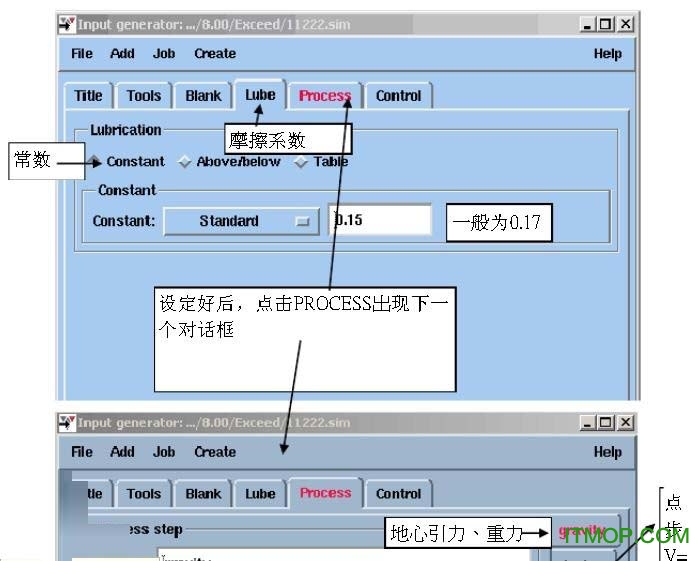
完成上述步骤后,通过主界面中:Model>Input gennerator命令,调出下面的命令框
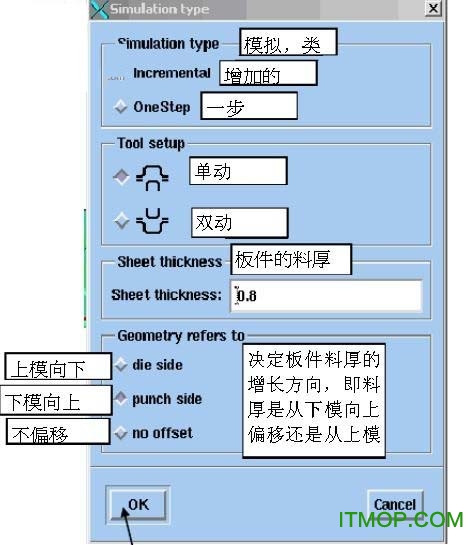
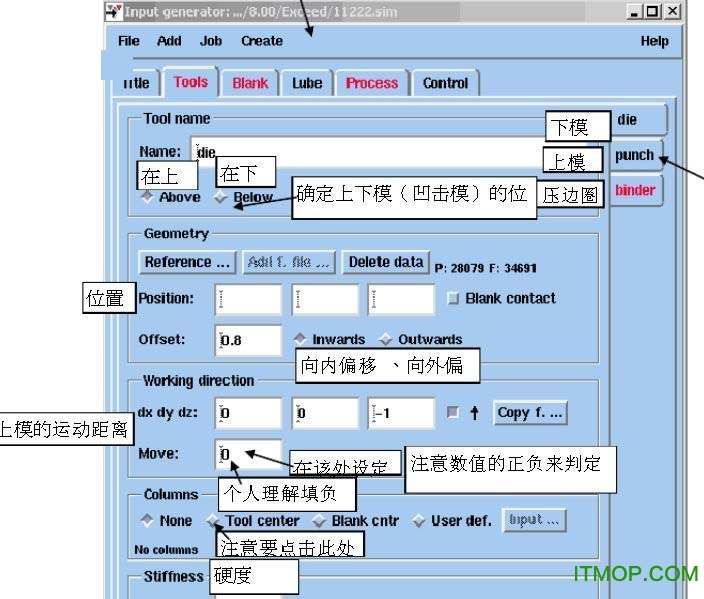
确定OK后,出现下面的对话框

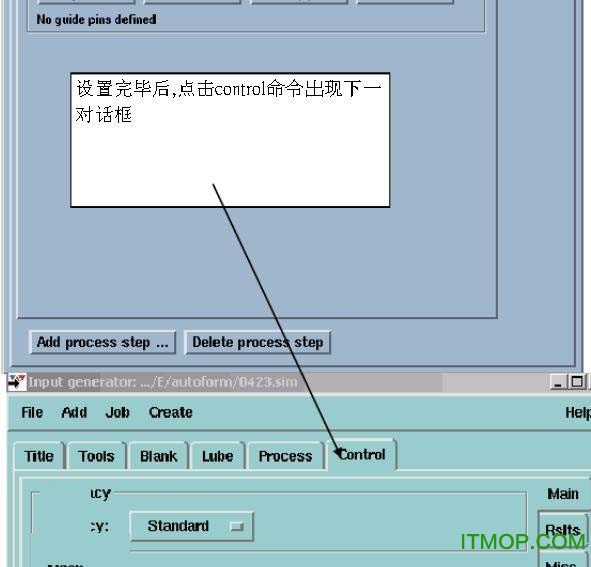
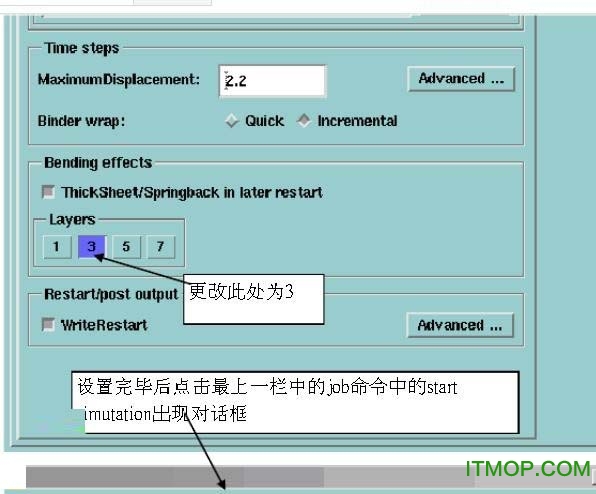
不需要输入任何命令,直接点击TOOLS,出现下一对话框
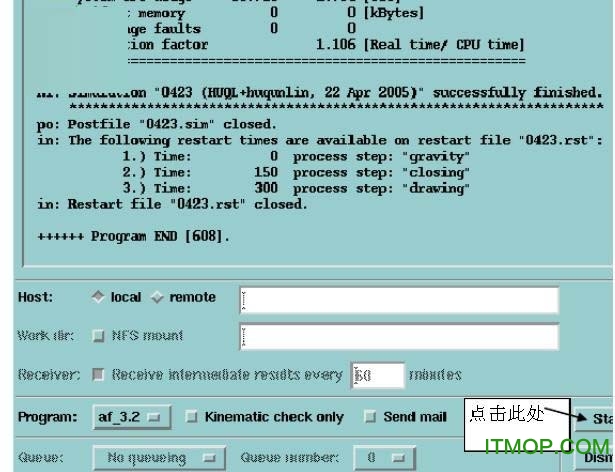
完成后如果要看拉延结果,首先点击file----reopen命令,然后用快捷键ctrl+e命令来显示整个拉延过程
1)它提供从产品的概念设计直至最后的模具设计的一个完整的解决方案,其主要模块有User-Interface(用户界面)、Automesher(自动网格划分)、Onestep(一步成形)、DieDesigner(模面设计)、Incremental(增量求解)、Trim(切边)、Hydro(液压成形),支持Windows和Unix操作系统。
2)特别适合于复杂的深拉延和拉伸成形模的设计,冲压工艺和模面设计的验证,成形参数的优化,材料与润滑剂消耗的最小化,新板料(如拼焊板、复合板)的评估和优化。
3)快速易用、有效、鲁棒(robust)和可靠:最新的隐式增量有限元迭代求解技术不需人工加速模拟过程,与显式算法相比能在更短的时间里得出结果;其增量算法比反向算法有更加精确的结果,且使在FLC-失效分析里非常重要的非线性应变路径变得可行。即使是大型复杂制件,经工业实践证实是可行和可靠的。
4)AutoForm带来的竞争优势:因能更快完成求解、友好的用户界面和易于上手、对复杂的工程应用也有可靠的结果等,AutoForm能直接由设计师来完成模拟,不需要大的硬件投资及资深模拟分析专家,其高质量的结果亦能很快用来评估,在缩短产品和模具的开发验证时间、降低产品开发和模具成本、提高产品质量上效果显着,对冲压成形的评估提供了量的概念,给企业带来明显的竞争优势和市场机遇。
2. AutoForm的前处理与后处理
从数据输入到后处理结果的输出,AutoForm融合了一个有效开发环境所需的所有模块。其图形用户界面(GUI)经过特殊裁剪更适合于板成形过程,从前处理到后处理的全过程与CAD数据的自动集成,网格的自动自适应划分;所有的技术工艺参数都已设置且易变更,设置的过程易于理解且符合工程实际。
AutoForm软件与其它CAD软件的数据接口可以通过IGES、VDA等数据标准转换,并实现了与CATIA数据的直接转换。其偏移(offset)功能能很快地从凸模(或凹模)生成凹模(或凸模);能很方便地定义拉延筋和修边轮廓等功能曲线;复杂形状的落料件和组合毛坯件的自动网格划分;对称件可以1/2描述;能直接地将落料轮廓、拉延筋线和修边轮廓从CAD带入模拟中。这些都大大简化了CAD数据的输入。
其网格生成器(automesher模块),网格自适应功能非常强,可以将IGES和VDA曲面转化成AutoForm能够识别的文件格式,在定义网格大小、最大表面误差值后能很快完成高度复杂自由几何曲面的自动网格划分。对CAD数据进行尖角圆整(自动倒圆),即在划分网格后检查工具几何模型的自由边界、棱边和内凹面,无须人工干预及修改即可对棱边倒圆,在尖角处自动产生指定半径倒圆,效率高。
由于软件接触算法的特点,对工具采用曲面片(facet)离散,对毛坯采用网格单元剖分,自动检查孔、尖角和根切截面,因而可大量节省有限元模型前处理的时间。AutoForm能根据计算的需要自动重新定义网格,生成成形件的适应性有限元网格,采用的标准是几何和应变梯度。AutoForm的自适应网格划分产生非常精确的几何分辨率和准确的结果。
AutoForm对模拟结果融合了许多有效和宜人的解释:
1)可以实时地观测计算结果,以便在计算初始阶段即可发现模型设置方面的错误,避免浪费时间。
2)可观测应力、应变和厚度分布、材料流动状况,可计算工具应力、冲压力,可实现材料标记、法向位移的标识,可生成对破裂、起皱和回弹失效进行判定的成形质量图以及成形极限图(在成形极限图上可标识变形临界区域、标识某一单元的应变路径)。
3)还可进行一些特殊评估:几何体和结果的截面显示;FLC失效分析;状态改动后的后期显示;回弹评估用的实际模型定位。
图形显示支持OpenGL图形标准,能真实上色,能显示几何体的阴影图及伴有选定结果变量后的彩色分布图,动画能力和阴影图的实时旋转使后处理变得更容易并使用户分析结果更方便快捷,弹击鼠标可显示零件的有关数据,数据结果的输出等。
动态剪辑(dynamic clipping)和动态截面(dynamic section):用户界面的动态剪辑和动态截面支持板料和模具接触面间的准确评估,而且模具闭合时板料的成形状态能很方便地观看和理解,这利于确认模具何形状的任何改变后材料的流动和板料成形情况。
滑动线和冲击线(skid and impact lines)的评价:通过在模具表面上定义滑动线和冲击线来评估它们在板料上的运动情形及其对制件质量的影响,并能自动确定板料和这些线的接触情形以及接触区域内材料的流动轨迹。
3. Autoform-DieDesignerTM :快速模面设计及其优化的模块传统的CAD系统采用人工方法来生成压料面和工艺补充面,费时费事。DieDesigner是AutoForm的一个有重要功能模块,它是和BMW和Audi联合开发并得到来自DaimlerChrysler和GM的技术反馈,是专为汽车模具设计师、工艺工程师和模具制作人员而开发的,可以快速实现基于用户控制的压料面和工艺补充面的参数化设计和修改。
由于很快自动生成压料面和工艺补充面的一次概念设计,并显示出整个模面形状,模具工程师可在短时间内生成若干个拉延方案并进行其模拟,以判定最优设计,从而显着减少模具开发时间;同时,考虑压料面和工艺补充面,工艺工程师也能大大增加零件可制造性的评估精度。它包含了许多特别适合汽车工业的专用特征。
从零件的CAD表面数据(IGES或VDA)开始,首先用AutoForm-Automesher对零件进行自动网格划分,自动填充零件几何体中的孔洞和间隙,并通过几何图形或交互式地改变表面轮廓,用户可以对制件和工艺方案(run-off)进行便捷的修改。基于用户指定的半径或变半径,零件的尖边缘自动倒圆,对零件的这种修改有利于改进拉延效果,对提高冲压可成形性通常也是极为重要的。
自动旋转制件几何体形成拉延方向(automatic tipping):可根据拉延深度优选最好的拉延冲压方向,显示冲压质量差(backdraft)和危险的区域,避免制件无法冲压(undercut)和平衡变形,这对确定优化的冲压方向角(Tip angle)是重要的。转换矩阵可以通过 IGES或VDAFS将冲压方向转换输入CAD,优选过程简便、直观。
快速自动生成压料面(binder)和工艺补充面(addendum):精确的曲面轮廓方法与模具工程实际相结合根据制件数据生成压料面,并且允许用户修改局部表面轮廓或按准确的尺寸设计。对于产品设计师,这使得在产品开发的早期就可以进行增量模拟,从而增加了产品成形性评估的准确度;对于模具设计师,它是产生初始压料面的一个有效模块,生成的压料面可以还通过 IGES或VDAFS转换输入CAD做进一步修改用。
在此基础上可以实现用户控制的参数化的工艺补充部分自动生成。整个过程充分体现出用户控制、全自动和全参数化的特征。用户可以通过修改工艺补充面轮廓和相应的模面细节,如生成的拉延包(drawbar)太高导致过度拉长和破裂等,可通过降低拉延坎高度、加大圆角半径,来达到良好的拉延成形效果。基于轮廓的压料面设计,使用2D模拟预优化工艺补充面轮廓,拉延深度显示等,这对优化初始凸模接触(initial punch contact)是很重要的。
与AutoForm-Onestep,AutoForm-Incremental和AutoForm-Optimizer的完全集成,在模面设计中生成的压料面、工艺补充面和制件几何体三部分,能很容易地转换进入并完全自动地生成相应的模具并设置出工艺步骤,从而立即由AutoForm-Onestep和AutoForm-Incremental模块进行试模。
由于全参数化,用户的修改可以迅速完成,且AutoForm-OneStep和AutoForm-Incremental进行虚拟试模的模具可自动更新。基于2D模拟,模具不同区域和不同截面上的临界应变(critical strains)和滑移/冲击线的评估,这对模具设计过程早期评估工艺补充面特别有用。
为进一步改进模面设计,DieDesigner包含一个完全集成的模块AutoForm-Optimizer(优化模块),它无缝集成于AutoForm-User-Interface,可与AutoForm-OneStep和AutoForm-Incremental同步使用;它基于进化(Evolution)策略,通过多次模拟能优化模面和冲压过程方案,从而判定和确认优化的模面形状(制件和工艺补充面的圆角半径,拉延包高度,凸模拔模角,储料包(over-crown)等,拉延半径、拉延筋)和冲压过程参数(压料力,拉延筋强度和等效拉延筋阻力,坯料的轮廓,模具型面几何参数等,摩擦条件和润滑,平衡块(spacer)和工艺切口(relief cuts)等工艺条件的设置等)。
如对某行李箱盖(deck-lid),目标是在行李箱盖内部区域中获得足够的伸长变形,使用AutoForm-Optimizer进行优化的对象是拉延包高度和拉延筋阻力强度,通过多次反复试模,就可以使大面积的不充分伸长变形优化为充分伸长变形。
DieDesigner的特点:
1)能实现增强几何成形性的评价,不同模具概念设计的快速生成和优化。
2)实有直觉的模面生成,易用;全参数化,快捷。
3)与Onestep和Incremental求解的完全集成。
4)完整:自动变半径倒园,优化的拔模角,自动充填表孔洞/边界区域,自动和交互式的压料面生成,通过2D模拟完成工艺补充轮廓的前优化处理,自动和交互式的工艺补充部分生成。
4. AutoformTM板成形软件:一个完整的解决方案
4.1 AutoForm-Onestep:评估零件的可制造性
Onestep采用仅基于产品的一步成形算法(Onestep Codes),目标是对产品进行反复优化(Iterative Product Optimization)的多次模拟。首先输入零件的CAD数据,并进行孔洞和间隙填充以及棱边的倒圆处理,进行一些工艺参数设置,可很快得到最小毛坯形状、裂纹和皱纹等成形缺陷,FLD,反映伸长量和厚度变化等质量目标的成形结果。它讨论产品可制造性、可以实现毛坯反算,并对零件的可制造性快速评价。
4.2 AutoForm-Onestep/Binder:拉延件的成形性快速评估它采用基于拉延件的一步成形算法(One-Step Codes with Binder/Addendum),目标是对模具和工艺方案进行反复优化(Iterative Tool and Process Optimization)的多次模拟,讨论模具的概念设计(Tooling Concepts)。即为增加成形性评价结果的精确性,可继续输入凸模入口线(Punch-openingline)和翻边线,并考虑生成一个模面,通过考虑工艺补充部分的重要的限流效果(Restraining Effect),来增加结果精度。而且通过生成整副模具和完成增量模拟所需的输入,就可从Onestep过渡到Incremental来更全面检查拉延成形障碍(breakdown)。它可解决在产品设计阶段的早期成形性评价和不同模具概念设计方案的评估;易用,快捷,准确。
4.3 Incremental与可视化调试
AutoForm-Incremental采用基于拉延件的增量算法(Incremental Codes),目标是对模具和工艺方案进行反复优化(Iterative Tool and Process Optimization)的多次模拟或为了确认模具和工艺方案而进行的有选择性的模拟(SelectiveSimulations for Tool and Process Validation),全面讨论模具和工艺设计。
它使用许多现代模拟技术,如应用新的隐式有限元算法保证求解的迭代收敛;弯曲效应的考虑利于求解回弹;采用自适应网格、时阶控制、复杂工具描述的强有力接触算法、数值控制参数的自动决定和使用精确的全量拉格朗日理论(total-Lagrange theory)等保证求解快而且准确。
采用新的切割算法(New Cutting Algorithm)来增加精度,可以确定任意一个非Z方向为修边线的工作方向,这就允许了斜楔修边和冲孔操作的模拟;它也可以在冲切线周围对板料网格再划分,所以非常小的孔也可以精确切出。此外也可以算出考虑板厚、材料硬化和修切线长度后所需要的冲裁力。
它同时融于了许多工程应用技术,如务实的工艺阶段转化,压料圈压紧后工件状态的决定,基于前述结果的后续运算(继续开始),成形过程中的工艺切口,切边操作,最终制件的回弹计算;可用任意数值的力和位移控制工具,工具的摩擦,采用位置相关(position-dependent)和压边力适时变化的压料圈,考虑了拉延筋和平衡块(spacers)的模具模型,考虑了加工硬化和应变率效应(strain-rate effect)的各向异性材料模型;等效拉延筋阻力模型可以考虑板料经过拉延筋时的弯曲、反弯曲效应,拉延筋的几何模型考虑了其压入深度;具有包括美国、日本及欧洲的上百种材料的广泛的材料数据库,该软件的材料参数库开放性强,可以自行建立适应用户需要的参数库。
它可以模拟整个冲压过程:板料的重力效应(gravity effect,这对由于板料重量而下垂或变形的大型零件是非常重要的),压料圈成形(binderwrap),拉延成形。压料面和凸模的几何形状有时会在拉延的初始阶段诱发大型皱纹的扩展,AutoForm可模拟压料圈下的皱纹以及拉延过程中这些皱纹的变化,虽然这些皱纹一般都随着拉延的进行而消失。而且,在定义毛坯材料及性质的同时,可以定义工艺切口和工艺孔。在模拟多步冲压成形时,也可以加入切边或冲孔工序,以及确定整形前的切边线。
Autoform-Incremental(增量求解):
1)可解决:模具设计的快速调试;确定工艺参数和工艺过程局部窗口;模具和工艺优化。
2)易用,快捷,对大多数零件得到结果不超过3小时。
3)准确:预测起皱、破裂、表面质量、冲击和滑移线,小的几何细节,最小元素尺寸小于1mm。
4)详细的表面成形质量,如破裂、变薄、伸长、起皱等,成形极限图FLD、材料流入量、滑移和冲击线、成形力等。
5)完整:重力、压边、拉延、切边、整形、回弹,全工序成形。
6)拼合板和复合板的模拟:可以定义一个不同材料和/或厚度的裁剪拼合毛坯作为AutoForm-Incremental模拟的板坯,板坯上的焊缝也可以相互交叉,这在开发新型汽车中以优化重量和性能是非常重要的。
7)可按用户指定的有限元网格自动映射Autoform模拟结果,供碰撞(crash)、结构(structural)、疲劳(fatigue)和振动(vibration)等分析用。
autocad 2014注册机3D制作类590.00 KB32&64位
详情Autocad2018 64位3D制作类2.25 GBv0.49.0.0 免费中文版
详情autocad2014 64位注册机(cad2014激活码生成器)3D制作类303.00 MB绿色版
详情cad2019注册机32位+64位3D制作类2.00 MB支持64位/32位
详情AutoCAD2018注册机最新版3D制作类335.00 KBv1.0 绿色版
详情64位CAD2010注册机3D制作类152.00 KB
详情AutoCAD2007注册机3D制作类58.00 KB32位&64位
详情autocad2007免费版3D制作类500.00 MB简体中文免注册免激活版
详情autocad2017注册机3D制作类770.00 KB32位/64位
详情AutoCAD2012注册机3D制作类390.00 KB64位/32位通用版
详情autocad2014 64位3D制作类1.17 GB简体中文版
详情AutoCAD2010激活注册机3D制作类153.00 KB绿色免费版
详情Autodesk AutoCAD 2018 64位3D制作类2.34 GB简体中文正式版
详情CorelDraw X43D制作类92.51 MBv14.0.0.701 SP2 官方中文精简版
详情coreldraw x8精简版(32位/64位)3D制作类743.00 MB中文绿色版
详情coreldraw x7中文破解版3D制作类341.00 MB绿色精简版
详情Autocad2012简体中文破解版(64位)3D制作类1.36 GB免费版_附注册机序列号
详情autocad2007精简版3D制作类164.00 MB简体中文注册版
详情autodesk autocad2018 64位破解版3D制作类549.00 MB珊瑚海简体中文精简版
详情中望cad2020中文版3D制作类793.00 MB免激活码破解版
详情点击查看更多
autocad 2014注册机3D制作类590.00 KB32&64位
详情cad2019注册机32位+64位3D制作类2.00 MB支持64位/32位
详情autocad2014 64位注册机(cad2014激活码生成器)3D制作类303.00 MB绿色版
详情AutoCAD2012注册机3D制作类390.00 KB64位/32位通用版
详情coreldraw x8注册机3D制作类2.35 MB32位/64位 免费中文版
详情cad计算总长度插件lsp(cad线长度统计)3D制作类219.00 KB免费版
详情AutoCAD2018注册机最新版3D制作类335.00 KBv1.0 绿色版
详情autocad2017注册机3D制作类770.00 KB32位/64位
详情Autocad2018 64位3D制作类2.25 GBv0.49.0.0 免费中文版
详情广州数控GSK980TD车床仿真软件3D制作类90.10 MB官方版
详情CorelDraw X43D制作类92.51 MBv14.0.0.701 SP2 官方中文精简版
详情cad清理插件dicts.lsp3D制作类2.00 KB免费版
详情Autodesk AutoCAD 2018 64位3D制作类2.34 GB简体中文正式版
详情autodesk 3d max 2018注册机3D制作类763.00 KB免费版_32位/64位
详情AutoCAD2016注册机3D制作类594.00 KB32位/64位通用版
详情autocad2020注册机绿色版3D制作类395.00 KBx64位
详情Adobe2020全系列注册机3D制作类20.79 MB通用免费版
详情coreldraw x7注册机3D制作类2.35 MB32位/64位 免费中文版
详情coreldraw x6 注册机3D制作类325.00 KB32位/64位 免费中文版
详情Autodesk Maya 2019注册机3D制作类14.30 MB32/64位
详情点击查看更多
cinema 4d r17破解版3D制作类6.95 GB完整版
详情CAD绘图软件CorelCAD 20213D制作类506.00 MBv21.2.1.3523 官方中文版
详情小狐狸等分线计算器3D制作类253.00 KBv1.0 中文绿色版
详情CorelDraw X43D制作类92.51 MBv14.0.0.701 SP2 官方中文精简版
详情AnyCAD Free(三维建模)3D制作类14.00 MBv1.7 绿色免费版
详情Blender 3D的建模软件(支持多边形画图/做动画)3D制作类213.82 MBv3.2 官方正式版
详情3dmax场景助手3D制作类180.00 KBv4.1.1 官方版
详情Structure Synth(最小的3D分形软件)3D制作类4.30 MBv1.5.0 官方版
详情caxa 3d实体设计20163D制作类1.95 GB简体中文免费版
详情实时渲染软件(Keyshot)3D制作类415.00 MBv5.0 中文破解版
详情PROE三维建模3D制作类1.79 GB官方中文版
详情Lumion7 pro3D制作类600.00 MBv7.0 中文版
详情算算量3D制作类11.90 MBv6.0.19 免费版
详情autocad2007免费版3D制作类500.00 MB简体中文免注册免激活版
详情autocad2014 64位3D制作类1.17 GB简体中文版
详情autocad 2017精简版3D制作类822.90 MB32位/64位 珊瑚海中文破解版
详情Adobe Animate 2022特别版3D制作类1.90 GBv22.0.4 官方最新版
详情富怡服装CADv9破解版3D制作类430.00 MB企业版
详情草图大师精品客厅定制模型3D制作类33.50 MB免费版
详情surfer12汉化破解版643D制作类101.60 MBv12.7.984 免费版_含注册码/序列号
详情点击查看更多