海纳加工计算器
v1.0.5大小:1.71 MB更新:2021/05/06
类别:系统工具系统:Android
分类分类
大小:1.71 MB更新:2021/05/06
类别:系统工具系统:Android
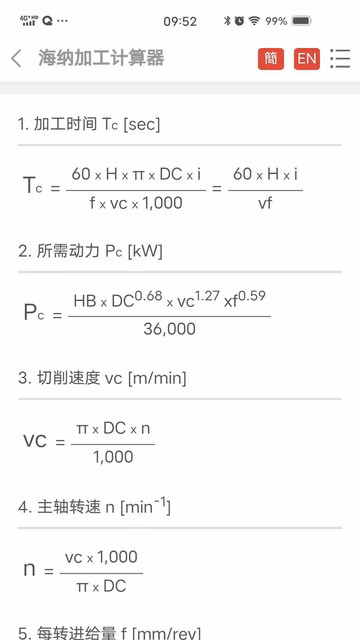



加工计算器app是由西安海纳精密机械有限公司推出的工程计算手机软件,安装包体积十分小巧,包含了海量常用的加工计算公式,可以直接输入数值进行计算,界面简约,操作简单,涵盖了计算类别全面,有需要的朋友不要错过哦!
海纳金属铣削加工计算器提供了,车削加工计算,铣削加工计算,钻孔加工计算,以及车削加工计算公式,铣削加工计算公式,钻孔加工计算公式。
1、含有多种计算类型,可满足用户的需求,轻轻松松就能实现计算;
2、提供了计算公式服务,可以在应用中详情了解,便于高效的计算;
3、所有计算的结果精准的呈现,你可以在应用中高效的了解;
4、详细的为你展示数据,可以更加清晰明了的知道数据的详情信息;
5、非常整洁的界面,提供了快速导航服务,你可以轻松实现编辑。
1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的总和
2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 * 所有装夹、换刀等动作时间 + 其它非加工费用
3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0
一、切削线速度
V=πDN/1000
N=rpm(主轴转数)
D=¢mm(切削直径)
V=M/min
π=3.14
二、切削动力(功率)
KW=(Ks×V×d×f)÷(6000×λ)
W=Kw(切削动力)
f=进刀量(mm/rev)
d=切削深度(mm)
λ=0.7~0.85(效率)
三、切削阻抗(力)
P=Ks×q
P=KG
Ks=kg/平方mm
q=f×d[切削面积〔平方mm〕]
四、切削扭力(矩)
T=P×(D/2)
T=kg-m
D=¢mm(切削直径)
五、进刀速度与进刀量
Vf=N×f
Vf=进刀速度(mm/min)
N=rpm(主轴转数)
f=进刀量(mm/rev)
六、钻孔时间
T=L/Nf=πDL/1000Vf
T=钻孔时间(min)
D=¢mm(钻头直径)
L=钻孔深度(mm)
V=M/min
f=进刀量(mm/rev)
七、刀尖圆弧半径补偿
Z=r(1-tanθ/2)
X=Ztanθ
Z=Z向补正值
X=X向补正值
r=刀尖圆弧半径
θ=斜线夹角
八、铣削工作台进给量
Vf=fz×Z×n
Vf=工作台进给量(mm/min)
fz=每齿进给量(mm/t)
Z=铣刀齿数
n=铣刀转数
米家喷墨打印助手最新版系统工具102.50 MBv4.1.204
详情百道加速系统工具8.00 MBv2.3.1
详情DroidSheep系统工具300.00 KB
详情我的世界java版启动器系统工具72.44 MBv3.3.1
详情谷歌市场(Google Play Store)系统工具92.70 MBv48.2.19-290PR813001354
详情ZL2启动器系统工具181.00 MBv2.4.0
详情r34系统工具1.90 MBv1.0
详情MT文件管理器系统工具19.60 MBv2.17.1
详情Badam维语输入法uyhurqa hat kirguzguq系统工具69.10 MBv7.91.0
详情tcl多屏互动最新版系统工具114.80 MBv10.2.0000
详情重力锁屏破解版(Gravity Screen Pro)系统工具2.69 MBv3.2.0
详情diykards系统工具360.40 MBv1.0
详情Authenticator系统工具9.00 MBv7.0
详情代练丸子app系统工具70.30 MBv4.9.12
详情MIN制裁盒子系统工具236.60 MBv1.5.0
详情QQ净化模块最新手机版系统工具1.49 MBv4.8.5
详情豆包app手机最新版系统工具112.40 MBv5.2.0
详情奇异社区app系统工具8.65 MBv3.3.1
详情win11模拟器中文版系统工具16.57 MBv8.92
详情手机迅雷app官网正版最新版2026系统工具184.00 MBv25.1.2.103
详情点击查看更多
有缘网婚恋网登录官方版系统工具166.43 MBv6.4.8
详情腾讯手机管家app官方版系统工具85.80 MBv16.1.20
详情搜狗搜索最新版(bingo)系统工具78.00 MBv12.2.5.2226
详情WinRAR手机版手机解压软件app2025系统工具4.11 MBv7.0.1
详情百度手机助手app系统工具12.30 MBv9.6.3.3
详情手机YY语音系统工具110.80 MBv8.46.1
详情360手机助手app安卓版系统工具39.50 MBv10.13.12
详情PP助手app系统工具38.92 MBv8.1.3
详情映客直播最新版系统工具124.20 MBv9.8.66
详情WiFi万能钥匙下载官方最新版系统工具84.10 MBv5.0.91
详情手机百度客户端系统工具150.61 MBv13.51.0.10
详情手机竖屏转横屏软件(Rotation)系统工具6.94 MB28.3.2
详情uygurqa hat kirguzguq系统工具66.04 MBv7.55.0
详情rotation强制横屏系统工具4.69 MBv25.2.1
详情腾讯应用宝app系统工具30.55 MBv8.8.9
详情中华万年历手机版app系统工具63.39 MBv9.3.5
详情我的世界java版启动器系统工具72.44 MBv3.3.1
详情吉里吉里2模拟器最新版2022系统工具30.81 MBv1.3.9
详情百度手机输入法官方app最新版本系统工具90.90 MBv13.3.7.46
详情手机WiFi信号增强器系统工具20.73 MBv4.3.2
详情点击查看更多
SView看图纸系统工具206.80 MBv11.0.9
详情扫描王app系统工具242.40 MBv3.5.2.9
详情悟空分身多开助手系统工具16.90 MBv12.9.1
详情百度手机助手app系统工具12.30 MBv9.6.3.3
详情lbe平行空间官方正版系统工具10.78 MBv4.0.9087
详情kk键盘最新版本系统工具85.50 MBv4.1.0.12090
详情免费万用连点器软件系统工具55.60 MBv1.0.7
详情txt文本分割器apk(Txt Spliter)系统工具20.80 MBv1.7.1
详情一键同步快传助手免费版系统工具63.60 MBv1.0.03.00
详情换机手机搬家最新版系统工具78.90 MBv1.0.1
详情音频剪辑制作软件系统工具72.10 MBv38
详情信通测速Speedtest系统工具13.50 MBv2.1.1
详情微信恢复精灵软件系统工具98.00 MBv1.3.100
详情隐私相册管家系统工具22.40 MBv3.3.2
详情知识库软件系统工具12.10 MBv5.2.0
详情动物翻译官免费版系统工具110.60 MBv3.0.31
详情AI梦境画画师最新版本系统工具21.60 MBv2.0.0
详情格式工厂转换大师系统工具51.80 MBv3.3
详情神笔绘画最新版系统工具100.60 MBv5.29.0
详情光速录音转文字手机版系统工具111.70 MBv1.6.2
详情点击查看更多
应用权限